

































センタレス研削砥石
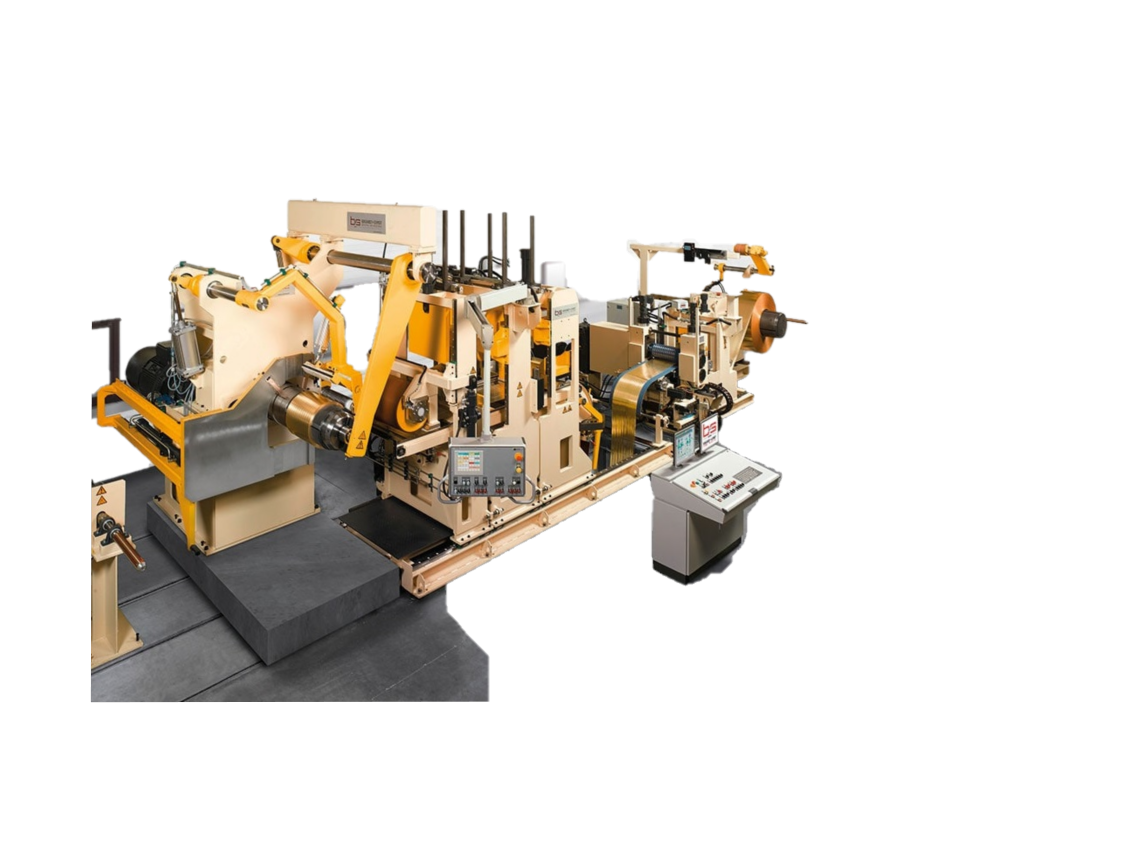
固定された支持刃(ブレード)と、回転する調整車(コントローラー)、 研削砥石の3点支持で工作物の回転と送りを調整することによって、工作物の外周を研削する加工方法です。
自動供給装置などと組み合わせることで量産に対応でき、長尺の工作物でも全体を支持刃で支持できるため、 たわみが少なく研削精度を一定に保つことができます。
Đá mài vô tâm 32AC Đá mài vô tâm 32AC là dòng đá mài kết hợp giữa hạt mài nhôm oxit và silicon carbide, có thể mài thép không gỉ 400 series, thép carbon mềm, gang xám...Nhờ vào thiết kế bond resin cao cấp, đá mài vô tâm 32AC có ...

Innsotech tư vấn, thiết kế và cung cấp đá mài vô tâm theo từng yêu cầu chuyên biệt của khách hàng
ĐÁ MÀI VÔ TÂM NORTON Đá mài vô tâm Norton là gì? Mua đá mài vô tâm Norton ở đâu? Norton là nhà sản xuất đá mài nổi tiếng nhất của nước Mỹ. Norton có hơn 125 kinh nghiệm sản xuất đá mài đặc biệt là đá mài vô tâm Norton. Norton cung cấp ...
Thư viện thông tin
Nếu quý khách có thắc mắc, ý kiến phản hồi hay đóng góp xin vui lòng liên hệ hotline 02866848386 hoặc gửi email tới sales@innsotech.com.vn



Subscribe to newsletter
Get the latest product and app updates from Innsotech
Connect with us






- 19 Đường D3, Khu Dân Cư An Thiên Lý, Phường Phước Long B, TP. Thủ Đức, TP. Hồ Chí Minh, Việt Nam
- Điện thoại: 02866848386
- Hotline: 0983333755
- Email: sales@innsotech.com.vn
Copyright 2012 - 2023 Innsotech






 84938 333 755
84938 333 755



 Chat Zalo
Chat Zalo

 Chat Messenger
Chat Messenger


